









—————————
Note: This is the second of three articles in a series of articles on the first brochure of Clearfield Plastics of Clearfield, Pennsylvania. Click here to review all articles in this series.
—————————
Hi Gang…
Back in the ‘50s, any fiberglass company would be thrilled to get a letter from Road & Track Magazine inquiring about the company and specifics on what is available for customers to purchase. I’m sure that’s how Harry Heim felt. He was Vice President and Production Manager / Engineer for Clearfield Plastics, Inc., of Clearfield Pennsylvania, and responded to their inquiry in a letter to Road & Track in October, ’55.
Let’s review his reply to the magazine and some of the photos he included. This is a rare glimpse into the “business side” of running your own fiberglass company – straight from the proprietor’s mouth back in the mid ‘50s.
Hold onto your fiberglass hats, and away we go!
And remember…as with every image here at Forgotten Fiberglass, use your mouse to click on any photo and make it appear larger on your screen.

Clearfield Plastics, Inc: October 28, 1955
Clearfield, Pennsylvania
Reinforced Fiberglass Plastics
Mold Making:
Research and Product Developing
Custom Molding
“Our Growth Is Characteristic of Our Quality Workmanship”
Dear Sir:
Here are the pictures and the descriptive bulletin you wrote for on our competition type body made to fit the Topolino of 500 Fiat. The body will also fit Crosley and can be reworked on Morris Minor with a little chassis modification:

For The Fiat:
To start assembly have chassis modification (Fiat chassis modification are covered in bulletin in kit) all made then bolt fiberglass floorboards in whatever place you want them, as to leg room, motor room, etc. Bolting methods are covered in a bulletin supplied with the body.
After floorboards are secure, check size inside body where it will contact floorboards, then trim floorboards to size. Fit body down over floorboards to proper height and laminate body and floorboards together (as per instruction in kit).
Trim fender wells to fit and laminate in place in same manner. Body is then ready to fit doors, hood and finish. You will find this manner of making a body makes a very rigid and sturdy body and not a body that is hung by hangers at six points around the chassis.

For the Crosley:
The same as for the Fiat except the floorboards may be lengthened about 6 or 8 inches, if desired for more leg room, by placing the cut in two floorboards on a piece of metal about 12 inches wide that has been shaped like a cross section of the floorboards, then laminate a piece of fiberglass in this space.

For the Morris Minor:
The Morris has to be cut 7 inches shorter and lowered. To do this cut body off leaving the platform, since the Morris has no chassis a couple of square tubes or angles have to be welded on the underside of the platform so as to make a chassis sort of member.
At the same time, cut 7 inches out of the platform and driveshaft before putting on channel or angle members. After chassis work, the body should be the same for the Fiat.

Special Notice:
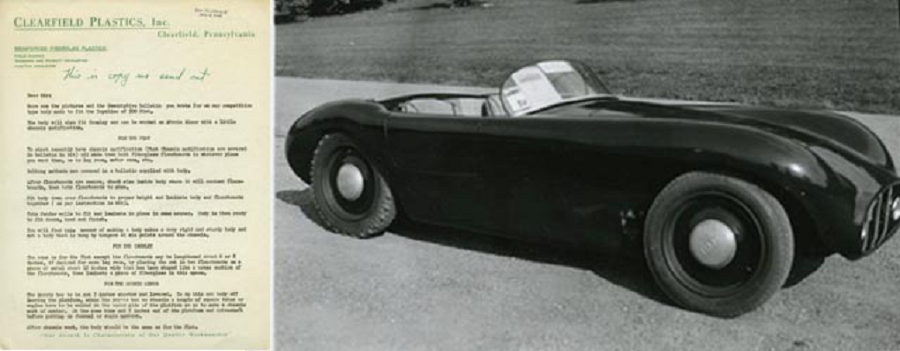
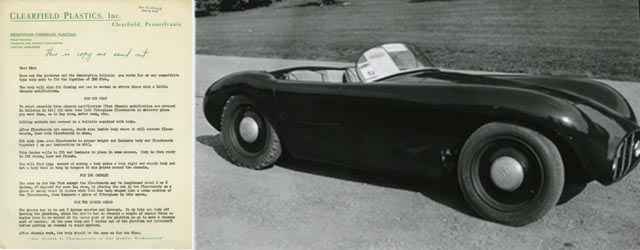
Since making our original pamphlet many other questions have arisen which we wish to cover with this notice. Also, due to the fact that it is difficult to show the true beauty and functional lines in so few pictures, we are enclosing extras to show every possible angle. At the recent Watkins Glen Grand Prix where the car was on exhibit, comment and enthusiasm was 100% that the pix did not do the car justice.
Track of the Fiat and Crosley must be widened to about 48” in front and 47” to 48” in back. The method of doing this is very simple and is fully covered by complete drawings supplied in the kit. The reason for making it wider would be found in some of your newest sports cars from Europe, most of them being in the vicinity of 56” track and 90” – 94” wheelbase.

This makes a very fast handling car, more easily handled in both cornering and sliding. By widening the Fiat from 44” to 48” track with the 78” wheelbase, we are almost the same ratio as the best Europe has to offer.
Because of the lowness of the body, it is necessary to lower any but a special chassis about 4” by “Zing” in front and by blocks under the springs in back. This is quite simple and is covered by drawings in our kit. The job was done for us by an outside contractor for $20.00.
- Ground clearance on the body is only 6 ½”
- The Fiat as is the case with other engines, has been moved back of the front suspension for good weight distribution
- The finished car is 10” 6” long tip to tip; 32” high at the highest point; and 56” at the widest point
- The body has been wind tunnel tested and a great deal of its design is to obtain good brake cooling, making brake changes in most cases, unnecessary
- The dash is blank and no cut outs so the use of any desired instruments are possible as is the rear of the car so a variety of tail lights, etc., can be utilized
- The lights in the grill in the pix are road driving lamps, ample for racing requirements, but for state inspections the use of sealed beam headlamps becomes necessary.
- For this, we suggest a fold-away, under-the-hood lamp similar to the Lotus. However, some prefer lamps in the front of the fenders a la Maserati. We feel this spoils the design of the car.

While the stock lasts, immediate deliveries are being made. We will acknowledge any order for a body and give you shipping date which will be within a couple of days. With an order for a body a deposit of at least $100.00 is required plus crating charges in advance. The balance will be C.O.D.
Bodies can be picked up by you at our plant Saturday or Sunday only, and no crating charge is made. In case of additional technical questions, our engineer, Harry Heim, can be contacted at the plant by phone (Clearfield 5-9677) any week day between 9 and 5.
Summary:
I can hear you asking…..”how could they ship bodies so fast in ’55?” This question goes out to Clark Mitchell. Clark….can you tell us the story about how the 100 Clearfield bodies came to be? I bet our fiber gang of ‘glass guys would love to know “the rest of the story…”
Have at ‘em Clark 🙂
It’s interesting that the information above from Clearfield Plastics consistently refers to “complete drawings supplied in the kit.” I’d love to see some of those drawings! We’ll have to be on the lookout for them. Clark Mitchell and friends – any ideas here? And as always, we’ll share what we find here on Forgotten Fiberglass 🙂
Hope you enjoyed the story, and until next time…
Glass on gang…
Geoff



——————————————————————-
Click on the Images Below to View Larger Pictures
——————————————————————-
Thanks for the memories, Clark. Another piece of Fiberglass history saved.
. . . “The body has been wind tunnel tested . . . ” . . . Our to-scale clay model was a ‘work-in-process’, a 3-D sketch in clay that would be modified in the ‘wind tunnel’. The grille opening configuration was a definite choice that allowed for driving lights in the half circle extremes. Aesthetically, it spoke Italian to Harry’s friend/customer who wanted ‘ . . an ahead of its time Italian style body. . . ‘ The Stanguillini chassis had large, finned aluminum drum brakes. From front view, the body flowed up and out from the bottom of the grille opening. This concept allowed for maximum air flow past the front brake drums. On most sports cars of that era, the heated windstream, produced by the hot drums, hit a wheelwell wall and buffetted ! The subsequent task was to sculpt behind the imagined radiused front wheel slab sides, to allow the hot air to gracefully escape. Pick a wire loop clay tool and simultaneously employ your brain’s right-and-left hemispheres to prove that form follows function, and sculpt away ! ( . . please take another look at the first and fourth b&w photos at the beginning of Geoff’s formatting/top of page. ) You will see how the special purpose coachwork was essential in brake cooling, and in fulfilling the requirement of being . . ” . . . a little ahead of it’s time . . .” . . I would wager that you have a general idea of what this ‘wind tunnel’ consisted. The wind tunnel was three, same size, cardboard boxes that were taped together. . . into a tunnel nine feet long . . . 3’x3′ cubes ! At the ‘gozinta’ end, (that’s where the air ‘go’s inta’, a term coined by Roger Adam), there is a ‘smoke pot’ . . . . then the clay model . . . and at the ‘gozouta’ end, is an olde electric fan with a rheostat to adjust the wind speed to calculated scale speed of the coachwork. (Yep, a plexiglass window was installed, plus an appropriate electric light source. ) Smokin’ ! The dimensions of the clay model were translated to full scale drawings, then to the male mold, followed by the female mold, followed by, soon after . . we freed the diminutive body in the early morning autumn sunlight in the parking lot of Clearfield Plastics. “It’s color reminds me of macaroni”, I said. Harry laughed and replied, “We’ll call the car the ‘Macaroni Monza’ “. That nomenclature for this particular rolling sculpture lasted until “Harry Heim and Associates” blended with “Almquist Engineering Co”, Milford, PA. At that juncture, a larger version of the Macaroni Monza had been fabricated for those of us who wanted . . . or is it ‘needed’ a bigger body for a bigger bang for our bucks. Roger procured one of the bigger bodies; the usual skunk works gang helped to get it motorvating down the road . . 1400# and maybe 400 hp. Our connections with Harry continued for decades, but, in the early sixties, I sold my Macaroni Monza after accepting a position at Jersey City State College. The car was too small to be noticed in Jersey traffic. Roger and I knew that Harry would live forever, and he had all of the molds . . . . Roger’s car went into storage, then to a mutual friend’s restoration shop where it was eventually stored outside. Roger and Pat knew I was going to retire soon, so he offered me the fiberglass body. ( My wife, Ann, immediately said that I should accept Roger’s offer. “It’ll keep ya outa the bars and away from sightly women”, a phrase composed by a professor at UVM !) Over a four year period, I reconfigured the body to fit a 1984 Corvette chassis. Roger, Jack Woolridge, Bill Jackson and I were invited to Amelia Island with my Macaroni Monza to join Geoff Hacker’s Forgotten Fiberglass group, and last year, my wife’s brothers, Crane and Donald Rock, transported the MM to the Milwaukee Masterpiece Concours. The other show to which the MM was invited was the
Clearfield PA., AACA/Central Mountains Region event, the August that I had completed the restoration. The event was advertised through a variety of media to attract the folks who had worked with Harry in Clearfield. It was a grand reunion. We wished that Harry could have been with us to celebrate his creative
genius, that he so generously shared . . . our lives are truly enhanced !
. . “The lights in the grille . . . are ample for racing requirements . . but for state inspections . . the use of sealed beam headlamps become necessary . .”
We made the grille opening to accommodate sealed beam headlamps that could be affixed in the curved extremities. On this first produced body (see photos),
notice the proximity of the “driving lamps” to the road surface. With sealed beams at that height, they were as close to the road as fog lights, and virtually ineffective in illuminating the road at a distance, especially on my class H Modified sized body. Roger Adam, Harry, Dean Bailey and I, and others who were as amazed as we were that we were actually building real cars,
installed the larger edition of the original body on a modified Henry J chassis for Roger. Sealed beams were installed on opposite ends of the grille opening. Eventually, Roger and I installed the headlights higher, in the fenders. as we had done with my car. Much better ! Eventually, the Highway Safety Folks required headlamps to be at a height that we had discovered to be necessary. In our Borough and County of Clearfield, the local constables would stop by our shops to monitor our progress. Harry knew a lot of these folks, as did the rest of us, and our parents/relatives. When we were getting ready for ‘inspection’, insurance and licensing, they were very helpful in advising us as to what was essential to having our vehicles certified as roadworthy. We invited each person to come back after we had the cars on the road, to take them for a drive. You guessed it; they took us up on the offer. . . . . friends forever !
” . . complete drawings supplied in the kit . . ” God Bless Harry, but I believe that sometimes he thought the customers didn’t need the assembly details similar to what John Bond received, or the assembly directions that were published in various periodicals. When we laid up the body for me, Harry gave me a copy of the ” . . . complete drawings. . .” . “Harry, I’m glad that you and I help each other build these cars, because these drawings would make me want to come lookin’ for ya IF you weren’t my friend.” He quickly solved that problem as he responded to customers’ calls for help, and engineered a most comprehensive assembly document that more closely resembled information shared with John Bond. In talking with Jim Martell, Kenny Undercoffer, Jack Poole, Dean Bailey, and Roger Adam, none of us has any copies of the “complete drawings supplied in the kit . .” It would be a treat to have that original document. As teenagers, we thought that we were all going to be around forever . . .
“How could they ship bodies so fast in 55′ ?” After the crowd’s reception at the Grand Prix event at Watkins Glen, these bodies were very likely fabricated, through Harry Heim’s negotiation, for FIAT of Mexico. Fiat was going to produce a complete sports car. However, the bodies that were shipped by rail, reappeared on C.P’s siding; someone in management had decided to not pay an import fee.
It wasn’t Harry. Ken Undercoffer and I stopped at the factory as we returned from Penn State for the weekend, and witnessed Harry chasing a member of the management team, out the front door of the factory. Subsequently, Heim and Ed Almquist, Milford, Pa., formed a business relationship that provided the answer to the question regarding the availability of bodies for shipping. Heim and Almquist expanded their busines collaboration, after Clearfield Plastic’s closing. Heim subsequently moved his factory to Milford. Jim Martell, and his family, moved to Milford to continue to work with Heim. “Harry was the most innovative designer/fabricator; I was honored to be asked to continue working
and learning with a most diverse, creative person.”
While viewing the row of bodies, it is easy to see that they had a serious issue of mold parting lines. This is where the molds join each other. If there are any gaps between connecting molds, these will be reflected in the surface of the bodies. Any parting line no matter how big or small, requires time in sanding. The bodies shown would require many hours of preparation be fore they would be considered paint ready.
Mold parting lines are a problem that today’s body fabricators struggle to keep to a minimum. Every dollar spend sanding an imperfect dody is one dollar less in the cash register.